材质TDC51D+Z
牌号TDC51D+AZ
包装铁皮精包装
涂层结构两涂两烘
镀铝锌含量150克每平方
镀锌含量280克
服务体系
主要服务
订货服务:公司按客户要求的钢厂、材质、规格、基板、强度、颜色、涂层等订货。
钢厂: 宝钢、烨辉、马钢、鞍钢、BHP(博思格)、邯钢、武钢、闽台尚兴、韩国联合、澳日本川崎、韩国普项等国内各大钢厂;
可订货的品种: 彩涂卷、镀铝锌光板、镀锌、镀铝锌、耐指纹、冷轧、热轧、电工钢、硅钢片、矽钢片、取向硅钢片、取向电工钢等产品。
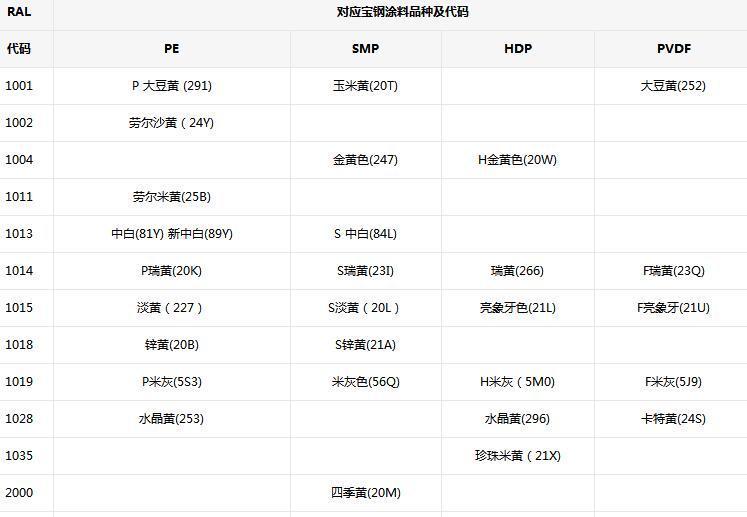
彩涂卷可订货颜色: 海蓝、白灰、砖红、瓷蓝、豆绿、深豆绿、洁面灰、浅青灰、深蓝、亮蓝、缎灰、铅灰、碳黑、浅灰白、海蓝、绯红、白灰、马胶白、浅白、石白、砖红、沙黄、深绿灰、浅青蓝、纯蓝、宝钢蓝、夜蓝、宝钢灰、白银灰、亮银、骨白、帝王白、云白、黄绿、大麦白、浅驼、银灰、银色、黄绿、云白、、绿色、白色、红色、黑色、天蓝、深天蓝、阔叶绿、瓷蓝、、橘黄、土黄、牛津蓝、雪白、军车绿、*彩涂、木纹彩涂等,颜色可按照客户色卡定做。
彩涂卷可订货涂层: PE聚脂、PVDF聚偏氟乙烯(氟碳)、SMP硅改性聚脂、HDP耐气候聚脂、、HPC自洁板、PVC、抗静电、洁面板、书写板、木纹板、压花板彩钢卷、印花彩钢卷、冲孔彩钢卷(23%-80%冲孔率)、冲孔吸音彩钢卷、*彩钢卷等......
彩涂卷可订货基板: 热镀锌、镀铝锌、铝材、电镀锌、冷轧、
彩涂卷可订货规格: 厚度(0.1~1.6)、宽度(914、1000~1200、1550)、
订货材质: TDC51D、TST01、 SGCC、 TX51D、 (高强TS280GD、TS300GD、TS350GD、TS550GD 普强G275、深冲ST01、ST02、ST03、ST05)

彩钢板的常用钢种、基板、镀层彩钢板的常用钢种
在国内,对于彩涂钢板选择,用户关心相对较少的是钢种。因为国内大多数彩涂钢板生产 厂钢种种类较少,多数是DC51(因为他们采购来的热轧板还是轧硬卷基本就是一个钢种),有些有热镀锌产线的彩涂钢板厂通过热镀锌退火来生产全硬钢(S550)或高强钢(S350等),但难度很大,因为他们对基板的质量、化学成分无法控制。因此,质量稳定性就差,从而导致性能波动大,引起压型板板材变差。对建筑物来说,承载重量(风载荷、雪载荷、施工人员和机械)、建筑物的跨度、檩距的设计等都依赖于钢板的强度,对于建筑维护结构用彩涂和镀铝锌板来说,国外均有相应的标准。如美国的ASTM653、ASTM792,日本的JISG3302、JISG3321,欧州的EN10215、EN10147等。按钢种大类分成CQ(普通商用级)、DQ(一般冲压用)、HSS(高强结构钢)、FH(全硬钢)。彩钢板知识详解(建议收藏)CQ普通商用级

宝钢彩涂钢板的选择主要是对钢种、厚度、镀层及涂层的选择。、工程及加工方考虑的是建筑物的安全性能(耐冲击、抗震、防火、抗风压、抗雪)、居住性能(防水、隔音、隔热)、耐久性能(耐污染、耐久、外观保持性)、经济性(成本低、易加工、易维护、易更换)等。对彩涂钢板供应厂商来说,这些性能是需要钢厂提供保证并转化成彩涂钢板性能的。转化成彩涂钢板的性能要求主要有材料的力学性能(抗拉强度、屈服强度、延伸率)、镀层性能(镀层种类、镀层厚度和镀层附着力)和涂层性能(涂料品种、颜色、光泽、耐久性能、加工性等)。其中抗风、抗冲击、抗雪、抗震等都和材料的力学性能有关,当然也和彩色压型钢板的波形、钢板的厚度、跨度、檩距有关,如果选择合适的彩涂钢板再配合适当的压型钢板设计,既能满足建筑物的安全系数又能降低工程造价。而材料的耐久性、加工性能及外观保持性则大部分由涂层和镀层的耐久性决定。
下面就宝钢多年的使用和研究经验对彩涂钢板的选择作一个简要的推荐和介绍:
■环境对彩涂钢板应用的影响
自然环境的影响(不同地区)

镀铝锌,彩涂卷,宝钢彩钢板,宝钢总厂彩涂卷,宝钢黄石彩钢板,闽台烨辉彩钢卷,澳洲博思格彩涂板,马钢彩钢卷,氟碳彩涂板,高耐候彩钢板,硅改性彩钢卷,自清洁彩钢板,镀铝锌彩涂板,PVDF彩涂板,HDP彩钢板,SMP彩涂卷,HPC彩钢板,高耐久性彩钢板
代理商上海志辰实业有限公司
涂层钢板的定义及涂层目
在宝钢企业标准 BQB440—99 中对涂层钢板(带)给出了明确的定义:
彩色涂层钢板、钢带是指金属基材经过彩色辊涂机组后,在表面涂敷上一层或多层有机涂料而成的复合材料。
涂层的目的就是以各种方法在物体表面上涂上涂料,形成干燥保护膜,使其具有耐大气等腐蚀、耐污染等性能以保护基体,同时赋予色彩、光泽、花纹、平滑、立体感、接触感好等优点,使物体美观。
另外,在情况下,还有以电器绝缘、防火、、防虫、粘合、标识、色彩调节、温度指示等为目的而生产的。
彩涂工艺流程
常见生产工艺流程如下图:
核心涂装工艺
涂装: 涂层厚度控制是彩涂板生产过程中关键参数。涂层厚度控制有两种控制方法一:一种是采用压力传感器,一种采用磁尺控制。
我们采用的是磁尺+压力传感器技术,在提料辊、计量辊和涂覆辊之间采用磁尺控制,在涂覆辊和带钢之间采用压力传感器控制。各辊之间的位置值和涂覆辊与带钢之间的压力值显示在操作屏上,厚度控制在±1μ以内。
辊涂是在辊(辊筒)上形成一定厚度的湿涂层,随后将这湿涂层的部分或全部转移到被涂物上的涂装方法。它适用于平板或带材涂层的生产,其特点是:速度快、生产效率高。
两 辊 逆 向 涂 装
在二辊涂敷过程中,带料辊入漆盘中吸附着涂料,直接转移到涂敷辊上(通过带料辊与涂敷辊的挤压,使涂料变平,然后出涂敷辊将涂料涂到带钢上。
三 辊 逆 向 涂 装
在三辊涂敷时,带料辊从漆盘吸附上涂料后,通过逆向慢速转动的计量辊的作用、使带料辊上的涂料整平后,再转移到涂敷辊上,后涂到逆向转动的带钢上。
这种辊涂方式特别适于涂粘度大涂膜厚的涂料,因为这时可通过计量辊的作用使涂料整平并控制厚度。在涂敷粘度大流平性不好的涂料(如塑料溶胶)时。采用逆涂三辊方式可得到平整的涂层面。
涂层结构
产品质量检验设备及质量检验内容
盐雾试验:彩涂钢板的盐雾试验是通过的盐雾试验箱进行,盐雾试验箱模拟大气自然环境,为试件提供盐雾腐蚀所规定温度范围、盐雾沉降量和试验周期的加速腐蚀环境,检查试样的破坏现象,包括起泡、生锈、附着力下降和由划痕处腐蚀的蔓延等,并按GB/T 1766-1995标准规定,以0、1、2、3、4、5六个等级评定其破坏程度。
盐雾箱
涂层厚度检测:彩涂板涂层厚度是彩涂板成品检测中的重要指标,它直接影响彩涂板其它各项性能,其准确与否不仅影响彩涂板的质量,而且也影响生产成本。
实验方法执行标准为GB/T12754-2006彩色涂层钢板及钢带和GB/T13448-2006彩色涂层钢板及钢带的试验方法。GB/T13448-2006中规定的4种彩涂板涂层厚度的检测方法为磁性测厚仪法、千分尺法、钻孔破坏式显微镜法和金相显微镜法。
DJH涂层厚度检测仪
人工加速老化仪:是涂膜耐候性能检测的常用设备,它是通过在实验室内模拟自然环境进行各种类型气候的涂膜老化试验,并给予一定的催化因素,从而克服天然暴晒试验所需时间长的不足
紫外线是涂膜老化中的一个很重要的因素,大气中的温度、湿度和氧气的含量也对涂膜的老化起着重要的影响。人工加速老化试验就是利用一定的设备人工老化仪,通过改变光源的种类、强弱,以及各种类型气候的温度、湿度、含氧量的变化等因素的控制,测试在人造气候的环境下,各种涂膜的老化程度及变化状况,从而判断相应漆膜的耐老化能力。
QUV老化仪
色差检测:彩涂板的色差测定原理是通过测定参照样和试样的光谱三值,即可定量测定出试样与参照样的颜色差异。色差仪通常采用的几何结构分为定向型和积分球型两种。
Hunter lab色差仪
物性试验检测项目:MEK耐溶剂擦拭试验、T弯、铅笔硬度、刮擦、冲击试
产品外观检查内容:形象缺陷、表面缺陷、痕迹缺陷、边部缺陷、镀金缺陷、尺寸缺陷、涂装缺陷、不均匀缺陷、污染性缺陷、涂膜凹凸缺陷、过程缺陷、涂膜表面缺陷、物性缺陷
彩图板常见缺陷
http://www.shzchen.com